

型號 :
AE-88E6
- 夾持力、彈簧常態拉力 : 100kgs
- 最大容許加工電流 : 120A
- 無定位面除汙吹氣
- 無中心沖油功能
- 重複定位精度 2µm
- 氣壓、增壓拉力 : 300kgs
- 最低供氣壓力 : 6kg/cm²
- 重量 : 3.0kgs
- 材質 : SUS440, 60 HRC
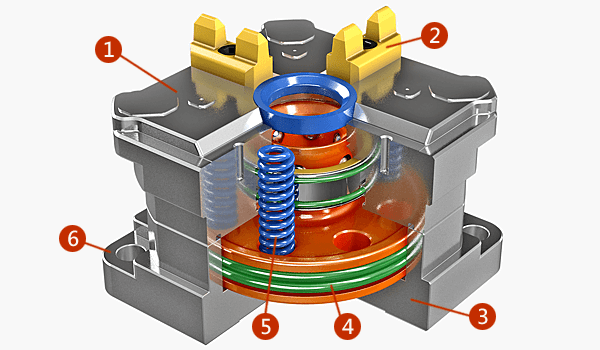
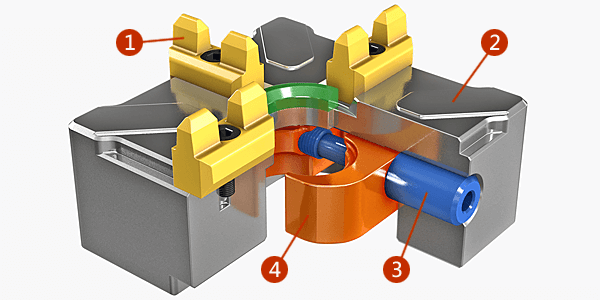
整合性氣動夾頭/結構圖解
- 不銹鋼夾持面常保精度,保養容易,並且有清潔吹氣之功能。
- 可更換定位塊設計,可依加工需求更換自製定位塊,克服特殊工件的加工。
- 專利活塞式連接機構,可容許較大的連接誤差。
- 採用高品質密封圈,正常使用壽命高達五年以上。
- 採用高品質進口彈簧壽命120萬次以上 (200次/天=16年)。
- 活塞及缸體全由不銹鋼製成,不會因水氣而使機構生銹卡死。
- 全機種均有增壓功能,可高達280kgs以上之夾持拉力。
- 連結機構已塗怖特殊潤滑油脂,一次性潤滑,油脂不受水氣而變質。
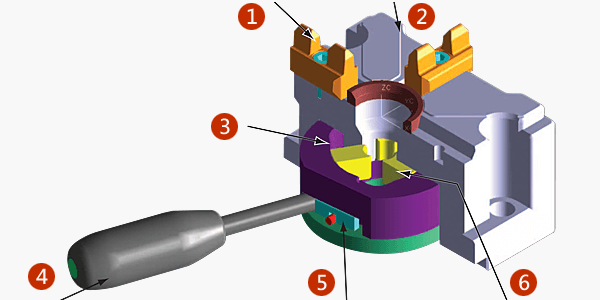
手動快速夾頭/結構圖解
-
H-24定位塊,材質SUS440硬度56~58 HRC 表面特殊塗層70 HRC以上硬度高耐磨耗,表面低磨擦,滑動性優良,側撞力超過600kgs時將自保性損壞。
標準化零件、無方向性、可自行更換備品,固定螺絲M4 x 12。 -
本體材質SUS420硬度52 HRC不銹鋼材質,提高實用性,熱處理後三次的回火應力消除與深冷處理,常保精度穩定、多功能外型設計,
六面研磨可用虎鉗正面或側面夾持,亦可用4支M8螺絲固定。 - 鎖盤材質SUS420硬度48~50 HRC 特殊的擺線設計鎖固時,快速省力,強力結構設計可承受5000kgs以上夾持拉力。
- 推桿適當的強度設計,當外力超過65kgs時,將自保性損壞。鎖緊後請將推桿取出才具有防震鬆脫作用。
- 防鬆止逆轉機構,當推桿取出後,自動將鎖盤煞住,無論在重切削式或劇烈震動下,均能確保穩固夾持。
-
夾爪材質SUS420硬度52 HRC,大面積鎖固,可發揮 4000kgs 以上夾持刀,
有效抵抗重切削時,所產生的震動,即使拉桿斷裂仍無損傷。

手動夾頭/結構圖解
- H-24可更換式定位塊 : 突破性的專利設計,讓您所購置的夾頭提昇為資產設備,而不是消耗品。當定位塊損壞時,您可以在極短的時間內進行更換,並不影響其生產力。
- Z 軸靠面損傷時,您可以自己用雷射焊補HRC 60度鋼材 (SUS440最佳) 後研磨修復,亦可寄回由本廠為您服務。
- 鎖固螺絲:材質採用SNCM高張力螺絲,硬度HRC 36~38度,表面披覆含鎢鍍層,內軔外硬及耐磨耗。注意 : 含鎢鍍層在含硫的環境中會失去其特性。
- 具有專利的夾鉗式設計,結構簡單,經久耐用堅固,可承受4000kgs以上的夾持拉力 ,四個連結鎖固面可承受劇烈的切削振動而不鬆脫,更不會使拉栓凹陷,降低夾持刀,材質SUS420硬度HRC 48~50度。


銑床加工

放電機加工

放電機加工
CGM 夾頭安裝步驟說明
- 鬆下舊有調整頭。
- 安裝 M106 調整頭並鎖緊,若機台孔位不符,請依照 M106 尺寸重新加工固定孔。
- 安裝夾頭並鎖緊(絕緣墊片在 M106 與夾頭中間)。
- 用放電機負極線確認夾頭與機床不可短路。
- 用 ST-164 或 ST-165 校正 X, Y 軸平面度與平行度。



氣動夾頭之故障排除
如夾頭故故障或異常,請停機檢查,並依下列情況處理 :
| 異常情況 | 原因 | 對策 |
|---|---|---|
| 工作切削振動 | 拉栓沒有鎖到位 | 鬆下電極座,將拉栓鎖到位。 |
| 定位塊螺絲未鎖緊 | 鎖緊定位塊。 | |
| 聯結機構未鎖緊 | 檢查是否以正確力矩鎖緊。 | |
| 聯結機構有鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
|
| 電極座V型定位面磨損或變形 | 請更新電極座。 | |
| 拉栓彈片錯位 | 更換拉桿油封,並將彈片歸位。 | |
| 無法取下電極座 | 聯結機構積存太多鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
| 無法2µ重複定位 | 拉栓彈片錯位 | 更換拉桿油封,並將彈片歸位。 |
| 拉桿彎曲 | 更新拉桿。 | |
| 聯結機構積存太多鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
|
| 定位塊鎖固時清潔不良,導致偏斜 | 重新清潔後再鎖緊。 | |
| 拉桿未鎖到位 | 檢查是否有鐵屑沾粘,使拉桿鎖不到位。 | |
| 聯結機構未鎖緊 | 檢查是否以正確力矩鎖緊。 | |
| 電極座V型定位面磨損或變形 | 請更新電極座。 | |
| 電極座V型定位面鐵屑未清潔 | 清潔V型定位面。 | |
| 電極座變形,四支Z軸定位腳不在同一平面上 | 請更新電極座。 | |
| 聯結螺絲卡死或滑牙 | 聯結螺絲已損壞 | 鬆下夾頭,更換聯結螺絲。 |
| 無法取下電極座 | 壓縮空氣低於6kg/cm² | 調高壓力至6kg/cm²。 |
| 空氣管路破損 |
檢查管路。 |
註 : 簡單的故障,可依上列異常情況之原因排除。
如無法自行處理或特殊狀況時,可通知各地經銷商或與本公司聯絡,我們將於接到問題後,立即為客戶服務。
手動快速夾頭之故障排除
如夾頭故故障或異常,請停機檢查,並依下列情況處理 :
| 異常情況 | 原因 | 對策 |
|---|---|---|
| 工作切削振動 | 拉栓沒有鎖到位 | 鬆下電極座,將拉栓鎖到位。 |
| 定位塊螺絲未鎖緊 | 鎖緊定位塊。 | |
| 聯結機構未鎖緊 | 檢查是否以正確力矩鎖緊。 | |
| 聯結機構有鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
|
| 電極座V型定位面磨損或變形 | 請更新電極座。 | |
| 拉栓彈片錯位 | 更換拉桿油封,並將彈片歸位。 | |
| 無法取下電極座 | 聯結機構積存太多鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
| 無法2µ重複定位 | 拉栓彈片錯位 | 更換拉桿油封,並將彈片歸位。 |
| 拉桿彎曲 | 更新拉桿。 | |
| 聯結機構積存太多鐵屑 |
先以風槍清除鐵屑,如未能清除, 請分解夾頭清潔上油再重新組合。 |
|
| 定位塊鎖固時清潔不良,導致偏斜 | 重新清潔後再鎖緊。 | |
| 拉桿未鎖到位 | 檢查是否有鐵屑沾粘,使拉桿鎖不到位。 | |
| 聯結機構未鎖緊 | 檢查是否以正確力矩鎖緊。 | |
| 電極座V型定位面磨損或變形 | 請更新電極座。 | |
| 電極座V型定位面鐵屑未清潔 | 清潔V型定位面。 | |
| 電極座變形,四支Z軸定位腳不在同一平面上 | 請更新電極座。 | |
| 聯結螺絲卡死或滑牙 | 聯結螺絲已損壞 |
鬆下夾頭,更換聯結螺絲。 |
註 : 簡單的故障,可依上列異常情況之原因排除。
如無法自行處理或特殊狀況時,可通知各地經銷商或與本公司聯絡,我們將於接到問題後,立即為客戶服務。





")

